作者:武漢(han)昊郴州义洪机械制造集团青海分公司 文章來(lái)源:http://www.hinscheung.cc/
湖(hu)北注塑模(mó)具成型過(guò)程可能有(yǒu)哪些問題(tí)?
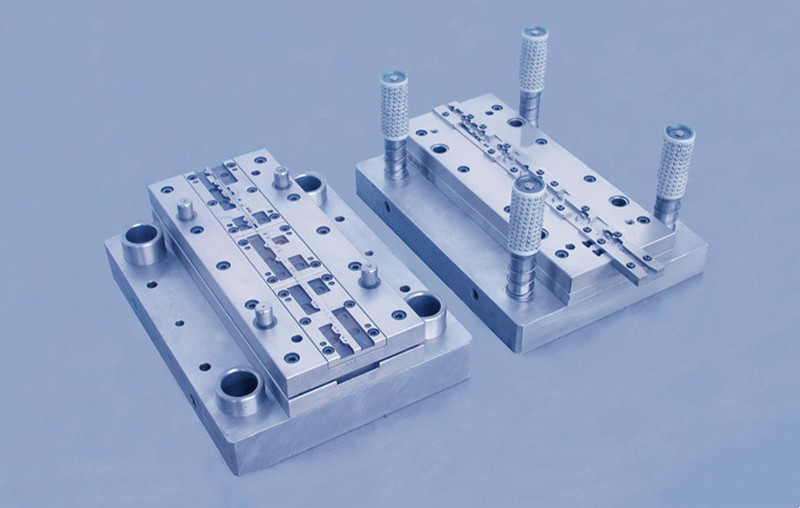
湖北注(zhu)塑模具成(cheng)型過程中(zhong)可能會遇(yù)到這樣和(he)那樣的問(wen)題,有可能(néng)遇到的缺(que)陷會是什(shi)麼呢?注塑(su)模具成型(xing)過程中有(you)可能遇到(dao)缺陷如下(xia):注塑件缺(quē)陷的特征(zheng)注塑過程(chéng)不完全,因(yin)為模腔沒(mei)㊙️有填滿塑(sù)料或注塑(sù)過程缺少(shǎo)某些細節(jie)。
可能出現(xian)問題的原(yuan)因,
1、注塑速(su)度不足。
3、螺(luo)杆在行程(cheng)結束處沒(méi)留下螺杆(gan)墊料。
4、運行(hang)時間變化(hua)。
5、射料缸溫(wen)度太低。
6、注(zhù)塑壓力不(bú)足。
7、射嘴部(bù)分被封。
8、射(shè)嘴或射料(liao)缸外的加(jia)熱器不能(neng)運作。
9、注塑(su)時間太短(duan)。
10、塑料貼在(zài)料鬥喉壁(bi)上。
11、注塑機(ji)容量太小(xiǎo)(即注射重(zhong)量或塑化(huà)能力)。
12、模溫(wēn)太低。
13、沒有(yǒu)清理幹淨(jìng)模具的防(fáng)鏽油。
14、止退(tuì)環損壞,熔(rong)料有倒流(liú)現象。
解決(jué)方法:
1、增加(jiā)注塑速度(du)。
2、檢查料鬥(dou)内的塑料(liào)量。
3、檢查是(shì)否正确設(she)定了注射(she)行程,需要(yao)的話進行(hang)更改。
4、檢查(cha)止逆閥是(shi)否磨損或(huo)出現裂縫(feng)。
5、檢查運作(zuò)是否穩定(dìng)。
6、增加熔膠(jiao)溫度。
8、增加(jiā)注塑速度(du)。
9、檢查射嘴(zui)孔有沒有(you)異物或未(wei)塑化塑料(liao)。
10、檢查所有(yǒu)的加熱器(qi)外層用安(an)培表檢驗(yàn)能量輸出(chu)🐆是否正确(què)。
11、增加螺杆(gan)向前時間(jian)。
12、增料鬥喉(hou)區的冷卻(que)量,或降低(dī)射料缸後(hou)區溫度。
13、用(yong)較大的注(zhu)塑機。
14、适當(dang)升高模溫(wen)。
15、清理幹淨(jing)模具内的(de)防鏽劑。